ALUMINUM MOULD
The cast aluminum mold is generally placed above the sealed crucible or the holding furnace, and compressed air is introduced into the crucible or the holding furnace to cause a low pressure (0.06-0.15 MPa) on the surface of the molten metal, so that the aluminum liquid is filled up by the riser tube. Mold and casting method to control solidification.
ALUMINUM MOULD
Low-pressure cast aluminum is a casting method that enables a liquid aluminum alloy to fill a cavity and solidification process of a cast aluminum mold under a relatively low pressure to obtain a high-quality casting. Since the pressure used is low (0.06 to 0.15 MPa), it is called low pressure casting.
The process is: in the sealed crucible or the holding furnace, the dry compressed air is introduced, and the aluminum alloy liquid rises along the riser pipe into the feed pipe under the action of the gas pressure, and smoothly enters the mold through the sprue. The cavity is maintained and the gas pressure on the liquid surface in the crucible or holding furnace is maintained until the cast aluminum piece is completely solidified. Then, the gas pressure on the aluminum liquid surface is released, and the unsolidified aluminum alloy liquid in the liquid riser is returned to the crucible or the holding furnace, and then the casting is taken out. The basic characteristics of the low pressure cast aluminum process: the filling speed and pressure can be adjusted appropriately.
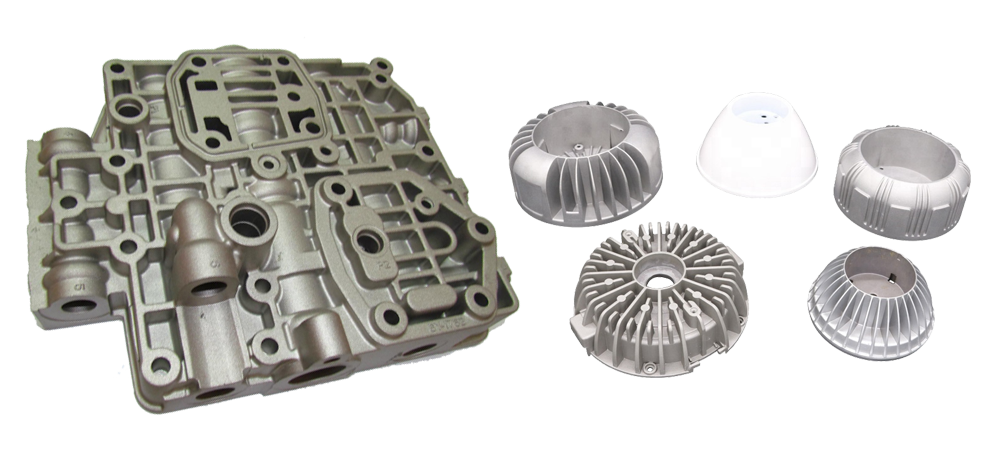
Qingdao Xingsenyuan Casting provides pictures
Qingdao Xingsenyuan Casting provides pictures
The molds used in low-pressure cast aluminum are available in both metal and non-metal types. The metal type is mostly used for large-scale and mass-produced aluminum castings. The non-metal molds are mostly used for single-piece small-scale production. For example, sand type, graphite type, ceramic type and molten model shell can be used for low-pressure cast aluminum, and more production is used. Still sand type. However, the gas permeability and strength of the sand-type molding material for low-pressure cast aluminum should be higher than that of gravity casting, and the gas in the cavity is discharged by the exhaust passage and the pore of the sand.
In order to make full use of low-pressure cast aluminum, the aluminum alloy fills the casting from bottom to top under pressure. In the process design, it should be considered that the casting is solidified first away from the gate, and the gate is finally solidified, so that the casting is solidified. During the process, the gate is replenished to achieve sequential solidification.
2. Unique advantages of low pressure cast aluminum alloy:
1). Aluminum alloy liquid filling is relatively stable;
2). The casting has good formability, which is beneficial to the formation of clear and smooth surface castings without pores and sand holes. 3). The castings are densely organized and have high mechanical properties. Friends of the Qingdao Xingsenyuan website forum are interested in the experimental data on the mechanical properties of castings.
4). The process yield of the aluminum liquid is improved, and in general, no riser is required, so that the yield of the molten metal is greatly improved, and the yield is generally up to 90%.
In addition, the working conditions are good; the equipment is simple, easy to realize mechanization and automation, and it is also a prominent advantage of low-pressure cast aluminum.
3, low pressure cast aluminum process
ALUMINUM MOULD
Process specifications for low pressure cast aluminum include fill, pressurization, mold preheat temperature, casting temperature, and mold coating.
(1) filling and pressurization
The lift pressure refers to the pressure required when the aluminum alloy liquid level rises to the gate. The ascending speed of the aluminum alloy liquid in the riser pipe should be as slow as possible to facilitate the discharge of gas in the cavity, and also prevent the aluminum alloy liquid from splashing when entering the gate.
(2) Filling pressure and filling speed
The filling pressure Pa is the pressure required to raise the aluminum alloy liquid to the top of the mold. In the filling stage, the boosting speed on the aluminum alloy liquid surface is the filling speed.
(3) Supercharging and supercharging speed
After the aluminum liquid fills the cavity, the pressure is further increased, so that the crystal solidification of the casting is carried out under a certain amount of pressure, and the pressure at this time is called the crystallization pressure. The greater the crystallization pressure, the better the shrinkage effect, and the denser the resulting microstructure of the casting. However, by increasing the pressure by crystallization to improve the quality of the casting, it is not possible to use it under any circumstances.
(4) Holding time
After the cavity pressure is increased to the crystallization pressure and maintained at the crystallization pressure for a while, until the time required for the aluminum casting to completely solidify is called the dwell time. If the holding time is not enough, the casting will not be fully solidified and the pressure will be relieved. The molten metal in the cavity will be returned to the donation in whole or in part, causing the casting to be “emptied” and scrapped: if the holding time is too long, the gate remains too long. This not only reduces the process yield, but also causes the gate to “freeze”, making the casting difficult, so a suitable holding time must be selected in the production.
(5) mold temperature and pouring temperature
Low-pressure cast aluminum can be used in various mold types. The working temperature for non-metal type is generally room temperature, first special requirements, and there are certain requirements for the working temperature of metal type. The working temperature of the metal type is generally controlled at 220 to 400 degrees, and can be as high as 300 to 450 degrees when casting thin-walled complicated parts.
Regarding the casting temperature of the alloy, it has been proved that under the premise of ensuring the molding of the casting, the lower the better.
(6) Coating
If metal-type low-pressure cast aluminum is used, in order to improve its life and casting quality, it is necessary to brush the paint; the paint should be uniform, and the thickness of the paint should be determined according to the surface finish of the casting and the structure of the casting.