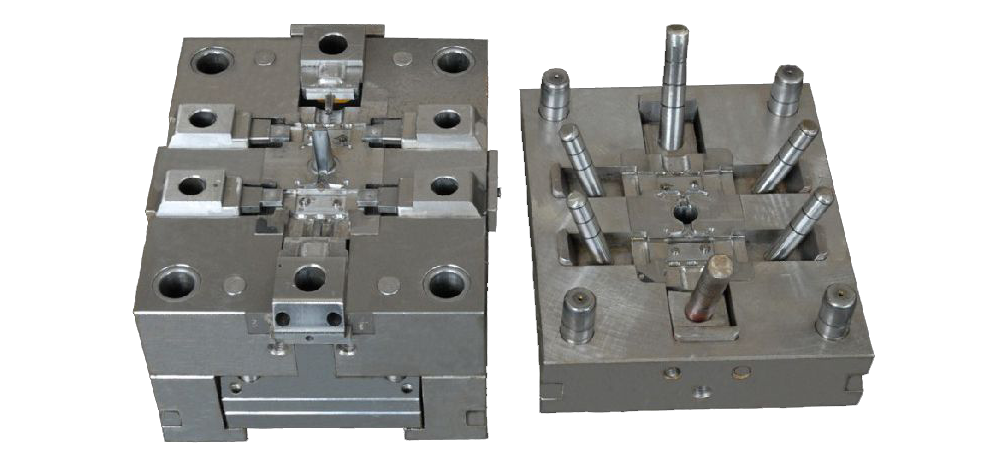
Aluminum Die Casting Mold
The die-casting mold is a tool for casting metal parts, a tool for performing a die-casting process on a dedicated die-casting forging machine. The basic process of die casting is as follows: the molten metal is first filled into the cavity of the mold at a low speed or high speed, and the mold has a movable cavity surface, which is pressed and forged with the cooling process of the molten metal, thereby eliminating the shrinkage of the blank. Loose defects also cause the internal structure of the blank to reach the forged broken grain. The overall mechanical properties of the blank are significantly improved.
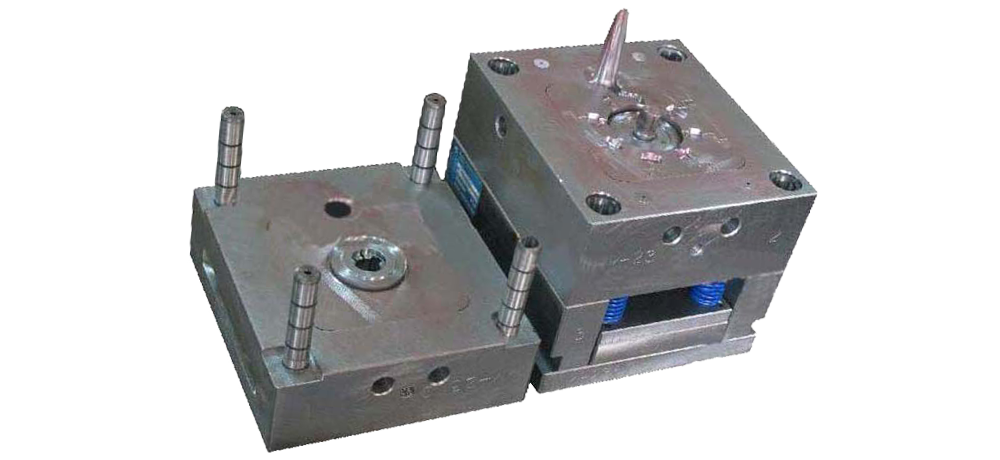
Aluminum Die Casting Mold
Die-casting materials, die-casting machines and molds are the three major elements of die-casting production, and they are indispensable. The so-called die-casting process is to combine these three elements organically, so as to enable stable, rhythmic and efficient production of qualified castings with good appearance, good internal quality, dimensional conforming to drawings or agreements, and even high-quality castings.
The alloys used in die castings are mainly non-ferrous alloys, and ferrous metals (steel, iron, etc.) are less used due to problems such as mold materials. Among the non-ferrous alloy die-casting parts, aluminum alloy is widely used, and zinc alloy is second. The following is a brief introduction to the case of die-casting non-ferrous metals.
(1) Classification of die-casting non-ferrous alloys, shrinkage, shrinkage, shrinkage, shrinkage, free shrinkage, lead alloy—–0.2-0.3%, 0.3-0.4%, 0.4-0.5%, low-melting alloy, tin alloy, zinc alloy——–0.3 -0.4% 0.4-0.6% 0.6-0.8% Aluminum-silicon–0.3-0.5% 0.5-0.7% 0.7-0.9% Die-casting non-ferrous alloy aluminum alloy copper-copper-magnesium—0.5-0.7% 0.7-0.9% 0.9-1.1% High melting point alloy aluminum-zinc-based magnesium alloy———-0.5-0.7% 0.7-0.9% 0.9-1.1% copper alloy
(2) Recommended casting temperature for various die-casting alloys Alloy type Average wall thickness of castings ≤ 3mm Average wall thickness of castings > 3mm Simple structure Complex structure Simple structure Complex
Aluminum alloy Aluminum silicon 610-650°C 640-680°C 600-620°C 610-650°C
Aluminum and copper 630-660°C 660-700°C 600-640°C 630-660°C
Aluminum-magnesium 640-680°C 660-700°C 640-670°C 650-690°C
Aluminum zinc system 590-620°C 620-660°C 580-620°C 600-650°C
Zinc alloy 420-440°C 430-450°C 400-420°C 420-440°C
Magnesium alloy 640-680°C 660-700°C 640-670°C 650-690°C
Copper alloy Ordinary brass 910-930°C 940-980°C 900-930°C 900-950°C
Silicon Brass 900-920°C 930-970°C 910-940°C 910-940°C
* Note: 1 The casting temperature is generally measured by the temperature of the molten metal in the holding furnace.
2 The casting temperature of the zinc alloy should not exceed 450 ° C to avoid coarse grains.
Various new technologies for surface treatment of die-casting molds are emerging, but in general they can be divided into the following three categories:
(1) Improved techniques for conventional heat treatment processes;
(2) Surface modification technology, including surface thermal diffusion treatment, surface phase transformation strengthening, and electric spark strengthening technology;
(3) Coating technology, including electroless plating.
Die casting molds are a large class in the mold. With the rapid development of China’s automobile and motorcycle industry, the die-casting industry has ushered in a new era of development. At the same time, it also puts forward higher requirements on the comprehensive mechanical properties and life of die-casting molds. Luo Baihui, secretary-general of the International Model Association, believes that it is still difficult to meet the ever-increasing use performance requirements by relying only on new mold materials. Various surface treatment techniques must be applied to the surface treatment of die-casting molds to achieve high efficiency in die-casting molds. High precision and long life requirements. In various molds, the working conditions of the die-casting mold are more demanding. Pressure casting is to make the molten metal fill the mold cavity under high pressure and high speed and die-casting. It is repeatedly in contact with the hot metal during the working process. Therefore, the die-casting mold is required to have high heat fatigue resistance, thermal conductivity wear resistance and corrosion resistance. , impact toughness, red hardness, good release properties, etc. Therefore, the surface treatment technology of the die-casting mold is highly demanded.